 |
| April 03, 2018 | Volume 14 Issue 13 |
Mechanical News & Products

Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Engineer's Toolbox: How to design the optimum hinge
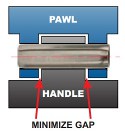 Although many pin styles are available, Coiled Spring Pins are particularly well suited for
use in both friction- and free-fit hinges. To achieve optimum long-term hinge performance,
designers should observe these helpful design guidelines from SPIROL.
Although many pin styles are available, Coiled Spring Pins are particularly well suited for
use in both friction- and free-fit hinges. To achieve optimum long-term hinge performance,
designers should observe these helpful design guidelines from SPIROL.
Read the full article.
Innovative new robo welding gun
 Comau's newest N-WG welding gun is designed for high-speed spot welding for traditional, hybrid, and electric vehicles, in addition to general industry sectors. It features a patented, single-body architecture that enables rapid reconfiguration between welding types and forces, and it delivers consistent performance across a broad range of applications, including steel and (soon) aluminum welding. It supports both X and C standard gun configurations, has fast arm exchange, and universal mounting options. It is fully compatible with major robot brands and represents a significant advancement in spot welding performance and cost efficiency.
Comau's newest N-WG welding gun is designed for high-speed spot welding for traditional, hybrid, and electric vehicles, in addition to general industry sectors. It features a patented, single-body architecture that enables rapid reconfiguration between welding types and forces, and it delivers consistent performance across a broad range of applications, including steel and (soon) aluminum welding. It supports both X and C standard gun configurations, has fast arm exchange, and universal mounting options. It is fully compatible with major robot brands and represents a significant advancement in spot welding performance and cost efficiency.
Learn more.
What's a SLIC Pin®? Pin and cotter all in one!
 The SLIC Pin (Self-Locking Implanted Cotter Pin) from Pivot Point is a pin and cotter all in one. This one-piece locking clevis pin is cost saving, fast, and secure. It functions as a quick locking pin wherever you need a fast-lock function. It features a spring-loaded plunger that functions as an easy insertion ramp. This revolutionary fastening pin is very popular and used successfully in a wide range of applications.
The SLIC Pin (Self-Locking Implanted Cotter Pin) from Pivot Point is a pin and cotter all in one. This one-piece locking clevis pin is cost saving, fast, and secure. It functions as a quick locking pin wherever you need a fast-lock function. It features a spring-loaded plunger that functions as an easy insertion ramp. This revolutionary fastening pin is very popular and used successfully in a wide range of applications.
Learn more.
Engineering challenge: Which 3D-printed parts will fade?
 How does prolonged exposure to intense UV light impact 3D-printed plastics? Will they fade? This is what Xometry's Director of Application Engineering, Greg Paulsen, set to find out. In this video, Paulsen performs comprehensive tests on samples manufactured using various additive processes, including FDM, SLS, SLA, PolyJet, DLS, and LSPc, to determine their UV resistance. Very informative. Some results may surprise you.
How does prolonged exposure to intense UV light impact 3D-printed plastics? Will they fade? This is what Xometry's Director of Application Engineering, Greg Paulsen, set to find out. In this video, Paulsen performs comprehensive tests on samples manufactured using various additive processes, including FDM, SLS, SLA, PolyJet, DLS, and LSPc, to determine their UV resistance. Very informative. Some results may surprise you.
View the video.
Copper filament for 3D printing
 Virtual Foundry, the company that brought us 3D-printable lunar regolith simulant, says its popular Copper Filamet™ (not a typo) is "back in stock and ready for your next project." This material is compatible with any open-architecture FDM/FFF 3D printer. After sintering, final parts are 100% pure copper. Also available as pellets. The company says this is one of the easiest materials to print and sinter. New Porcelain Filamet™ available too.
Virtual Foundry, the company that brought us 3D-printable lunar regolith simulant, says its popular Copper Filamet™ (not a typo) is "back in stock and ready for your next project." This material is compatible with any open-architecture FDM/FFF 3D printer. After sintering, final parts are 100% pure copper. Also available as pellets. The company says this is one of the easiest materials to print and sinter. New Porcelain Filamet™ available too.
Learn more and get all the specs.
Copper foam -- so many advantages
 Copper foam from Goodfellow combines the outstanding thermal conductivity of copper with the structural benefits of a metal foam. These features are of particular interest to design engineers working in the fields of medical products and devices, defense systems and manned flight, power generation, and the manufacture of semiconductor devices. This product has a true skeletal structure with no voids, inclusions, or entrapments. A perennial favorite of Designfax readers.
Copper foam from Goodfellow combines the outstanding thermal conductivity of copper with the structural benefits of a metal foam. These features are of particular interest to design engineers working in the fields of medical products and devices, defense systems and manned flight, power generation, and the manufacture of semiconductor devices. This product has a true skeletal structure with no voids, inclusions, or entrapments. A perennial favorite of Designfax readers.
Learn more.
Full-color 3D-printing Design Guide from Xometry
 With Xometry's PolyJet 3D-printing service, you can order full-color 3D prints easily. Their no-cost design guide will help you learn about different aspects of 3D printing colorful parts, how to create and add color to your models, and best practices to keep in mind when printing in full color. Learn how to take full advantage of the 600,000 unique colors available in this flexible additive process.
With Xometry's PolyJet 3D-printing service, you can order full-color 3D prints easily. Their no-cost design guide will help you learn about different aspects of 3D printing colorful parts, how to create and add color to your models, and best practices to keep in mind when printing in full color. Learn how to take full advantage of the 600,000 unique colors available in this flexible additive process.
Get the Xometry guide.
Tech Tip: How to create high-quality STL files for 3D prints
 Have you ever 3D printed a part that had flat spots or faceted surfaces where smooth curves were supposed to be? You are not alone, and it's not your 3D printer's fault. According to Markforged, the culprit is likely a lack of resolution in the STL file used to create the part.
Have you ever 3D printed a part that had flat spots or faceted surfaces where smooth curves were supposed to be? You are not alone, and it's not your 3D printer's fault. According to Markforged, the culprit is likely a lack of resolution in the STL file used to create the part.
Read this detailed and informative Markforged blog.
Test your knowledge: High-temp adhesives
 Put your knowledge to the test by trying to answer these key questions on how to choose the right high-temperature-resistant adhesive. The technical experts from Master Bond cover critical information necessary for the selection process, including questions on glass transition temperature and service temperature range. Some of the answers may surprise even the savviest of engineers.
Put your knowledge to the test by trying to answer these key questions on how to choose the right high-temperature-resistant adhesive. The technical experts from Master Bond cover critical information necessary for the selection process, including questions on glass transition temperature and service temperature range. Some of the answers may surprise even the savviest of engineers.
Take the quiz.
Engineer's Toolbox: How to pin a shaft and hub assembly properly
 One of the primary benefits of using a coiled spring pin to affix a hub or gear to a shaft is the coiled pin's ability to prevent hole damage. Another is the coiled pin absorbs wider hole tolerances than any other press-fit pin. This translates to lower total manufacturing costs of the assembly. However, there are a few design guidelines that must be adhered to in order to achieve the maximum strength of the pinned system and prevent damage to the assembly.
One of the primary benefits of using a coiled spring pin to affix a hub or gear to a shaft is the coiled pin's ability to prevent hole damage. Another is the coiled pin absorbs wider hole tolerances than any other press-fit pin. This translates to lower total manufacturing costs of the assembly. However, there are a few design guidelines that must be adhered to in order to achieve the maximum strength of the pinned system and prevent damage to the assembly.
Read this very informative SPIROL article.
What's new in Creo Parametric 11.0?
 Creo Parametric 11.0 is packed with productivity-enhancing updates, and sometimes the smallest changes make the biggest impact in your daily workflows. Mark Potrzebowski, Technical Training Engineer, Rand 3D, runs through the newest functionality -- from improved surface modeling tools to smarter file management and model tree navigation. Videos provide extra instruction.
Creo Parametric 11.0 is packed with productivity-enhancing updates, and sometimes the smallest changes make the biggest impact in your daily workflows. Mark Potrzebowski, Technical Training Engineer, Rand 3D, runs through the newest functionality -- from improved surface modeling tools to smarter file management and model tree navigation. Videos provide extra instruction.
Read the full article.
What's so special about wave springs?
 Don't settle for ordinary springs. Opt for Rotor Clip wave springs. A wave spring is a type of flat wire compression spring characterized by its unique waveform-like structure. Unlike traditional coil springs, wave springs offer an innovative solution to complex engineering challenges, producing forces from bending, not torsion. Their standout feature lies in their ability to compress and expand efficiently while occupying up to 50% less axial space than traditional compression springs. Experience the difference Rotor Clip wave springs can make in your applications today!
Don't settle for ordinary springs. Opt for Rotor Clip wave springs. A wave spring is a type of flat wire compression spring characterized by its unique waveform-like structure. Unlike traditional coil springs, wave springs offer an innovative solution to complex engineering challenges, producing forces from bending, not torsion. Their standout feature lies in their ability to compress and expand efficiently while occupying up to 50% less axial space than traditional compression springs. Experience the difference Rotor Clip wave springs can make in your applications today!
View the video.
New Standard Parts Handbook from JW Winco
 JW Winco's printed Standard Parts Handbook is a comprehensive 2,184-page reference that supports designers and engineers with the largest selection of standard parts categorized into three main groups: operating, clamping, and machine parts. More than 75,000 standard parts can be found in this valuable resource, including toggle clamps, shaft collars, concealed multiple-joint hinges, and hygienically designed components.
JW Winco's printed Standard Parts Handbook is a comprehensive 2,184-page reference that supports designers and engineers with the largest selection of standard parts categorized into three main groups: operating, clamping, and machine parts. More than 75,000 standard parts can be found in this valuable resource, including toggle clamps, shaft collars, concealed multiple-joint hinges, and hygienically designed components.
Get your Standard Parts Handbook today.
Looking to save space in your designs?
 Watch Smalley's quick explainer video to see how engineer Frank improved his product designs by switching from traditional coil springs to compact, efficient wave springs. Tasked with making his products smaller while keeping costs down, Frank found wave springs were the perfect solution.
Watch Smalley's quick explainer video to see how engineer Frank improved his product designs by switching from traditional coil springs to compact, efficient wave springs. Tasked with making his products smaller while keeping costs down, Frank found wave springs were the perfect solution.
View the video.
Top die casting design tips
 You can improve the design and cost of your die cast parts with these top tips from Xometry's Joel Schadegg. Topics include: Fillets and Radii, Wall Thicknesses, Ribs and Metal Savers, Holes and Windows, Parting Lines, and more. Follow these recommendations so you have the highest chance of success with your project.
You can improve the design and cost of your die cast parts with these top tips from Xometry's Joel Schadegg. Topics include: Fillets and Radii, Wall Thicknesses, Ribs and Metal Savers, Holes and Windows, Parting Lines, and more. Follow these recommendations so you have the highest chance of success with your project.
Read the full Xometry article.
Researchers use 3D modeling to delve into what really happens with supersonic cold metal bonding
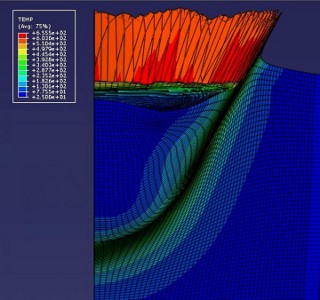
The Cold Gas Dynamic Spray (CGDS) process is very hard to predict. The CGDS deposition zone has now been 3D modeled to show the effects of temperature for the first time by Professor Tien-Chien Jen from the Univ. of Johannesburg. Here, the model predicts an orange/red "splash" of aluminum substrate just after a 5-micron copper particle has impacted it at 700 m/sec. [Credit: Hong-Shen Chen, Univ. of Johannesburg]
When a fragile surface requires a rock-hard, super-thin bonded metal coating, conventional manufacturing processes come up short. However, Cold Gas Dynamic Spray (CGDS) can do just that -- with a big caveat. CGDS is enormously versatile, but it is also very difficult to predict key aspects of the entire process. Now a temperature-based 3D model by Professor Tien-Chien Jen from the University of Johannesburg has started unlocking the mysteries of the CGDS film-growing process in the particle deposition zone.
The model is the first to connect the dots between particle impact velocity, energy transformation, and temperature rise in the particle impact zone, in three dimensions.
CGDS is already used extensively to manufacture or repair metal parts for large passenger airliners, as well as mobile technology and military equipment.
In the process, a de Laval nozzle sprays micron-sized metal particles over a short distance, typically 25 mm, at a metal or polymer surface. The particles impact the surface at speeds ranging from 300 m/sec to 800 m/sec. As a frame of reference, the speed of sound is 343 m/sec.
CGDS has the best temperature range of all industrial spraying processes in use today, and it saves energy, because no heating is added.
A manufacturing mystery
A mystery starts on the factory floor, however. If you have a 5-micron copper particle, how fast should it arrive at the deposition zone on aluminum, if you haven't used this combination before? Or you select a new metal for the particles, and a new metal for the surface: How do you even start guessing what size the particles should be, and at what speed they should impact the surface to give you a well-bonded coating?
Keep in mind, the CGDS-bonded coating should come without evaporation, crystallization, residual stresses, or other thermal damages -- some of the big reasons CGDS is used in the first place. These questions can have enormous financial implications for the manufacturing machines on the factory floor.
Physics still out
Why CGDS bonds metal particles to a substrate surface has defied understanding since its invention in the 1980s by the military, says Jen, Professor in the Department of Mechanical Engineering Science at the University of Johannesburg.
"At first, the military used CGDS to repair spare parts in the middle of nowhere. Then other industries realized you can use it on very fragile surfaces as well. You can create a new bonded surface only a few microns thick, or keep spraying until you have a 10-mm coating. Once you've filled in the cracks or holes, you can machine the part to have its exact dimensions again, because the GDS-bonded coating can be harder than the titanium or vanadium the part is made from."
The CGDS coating can be this hard because of the compressive stresses created when the particles impact the surface. The stresses increase the metal fatigue life, he says. This is similar to what happens in shot-peening, an industrial process similar to CGDS, but using "balls" a few millimeters in diameter to impact a surface.
"CGDS is used for very high-cost manufacture and repair, but there is no comprehensive, realistic model describing the physics of the entire process," says Jen.
3D with splashing
In CGDS, engineers talk about two zones. The first is the flight-zone between the spray nozzle and the surface to be sprayed. This zone was modeled by Jen in a 2005 research article in the International Journal of Heat and Mass Transfer.
The second zone is the deposition zone, where the sprayed articles impact the surface. The new 3D model describes this zone.
Previous two-dimensional models have attempted to solve the puzzle around CGDS bonding, but these have a severe limitation. When you extend a 2D model to 3D, you end up with a "horizontal cylinder" descending toward the surface being sprayed.
"Unfortunately, a descending cylinder cannot model realistically enough what happens to discrete ball-shaped particles 'splashing' down in the substrate surface," says Jen.
As industry knows, the speed (velocity) the particle arrives at the substrate is critical. Too slow, and it will just bounce off. Too fast, and it may pass like a bullet through a thin substrate.
The new model animates in 3D a single spherical particle "falling down" into the substrate metal. The substrate "splashes up," and then the particle and substrate bond. The substrate "splashing" looks like milk splashing up when something falls into the cat's bowl. This is called "jetting behavior" in industry, says Jen.
Cold metal, temperature rise
The model uses several parameters describing the nature of the particle and the surface: density, thermal conductivity, specific heat, melting point, elastic modulus, Poisson's ratio, Johnson-Cook plasticity, and Johnson-Cook damage.
It is the first to predict in 3D how the average temperature of the particle impact zone will rise and subside, depending on the size and impact velocity of the particle. The model was published in the Journal of Thermal Spray Technology.
Just fast enough to melt
"For this 3D model, we went with the hypothesis that a metal particle has to bond with the substrate at 60 percent of its melting temperature to create a strong new surface without damaging the substrate," says Professor Jen.
As an example, copper (Cu) has a melting temperature of 1,083 C, and 60 percent of that is 650 C. So the hypothesis says that a 5-micron copper particle impacting an aluminum substrate surface will have to be fast enough so that the average impact zone temperature goes up to at least 650 C, and not much more, for good bonding to occur. According to the model, that critical impact velocity range is between 700 and 800 m/sec.
Supersonic energy transformation
When a copper particle travels at a supersonic speed and hits an aluminum surface, its moving (kinetic) energy is converted into heat (thermal) energy, says Prof Jen. This depends on the impact speed of the particle.
"The heat makes the particle and the impact zone 'soft and sticky,' similar to melted cheese. The particle changes into a 'soft blob' that fills in the 'impact crater' in the substrate surface. At the same time, friction develops between the blob and the crater surface, which is critical to the bonding process," he says.
"The friction 'grabs' the blob, and it sinks into the substrate surface. As the blob sinks down, the molten substrate around the particle 'splashes up' in typical jetting behavior. When the jetting settles down, the bond between particle and surface is completed," says Jen.
Model vs. the real world
The model, though limited, holds up in experimental results with copper particles sprayed onto an aluminum surface.
"When the impact velocity is within the range predicted by the model for a particle size, sufficient bonding temperature is reached and a strong CGDS coating is created. As an example, we set up our CGDS equipment in the laboratory for copper particles with an average size of 5 micron, carried by nitrogen, and impact velocity in the range of 700 to 800 meters per second deposited downwards on aluminum.
"The model predicts that at about 750 meters per second impact velocity, the critical bonding temperature of 650 degrees Celsius will be attained in the particle impact zone. In line with that prediction, we obtained excellent CGDS bonded coatings," he says.
"However, as also predicted by the model, we found with our laboratory setup that when the particle impact velocity is not within the critical range, insufficient bonding temperature is reached. This can result in poor surface coating with loosened powders and scrapping surface, which don't meet manufacturing quality standards," says Jen.
Grand challenge remains
The single-particle single-layer 3D model will be extended into a multi-particle, multi-layer model in follow-up projects.
Says Jen: "This 3D model is the first to describe how the temperature of the impact zone influences particle deposition. However, realistically modeling the deposition zone in CGDS remains a grand challenge to solve. In real-world conditions, particles are not of uniform size or shape, and travel at different velocities and angles. So a more complete model will have to accommodate ranges, or distributions, of all of these parameters."
Source: University of Johannesburg
Published April 2018
Rate this article
View our terms of use and privacy policy